Wire Arc Additive Manufacturing
ABB Inc.
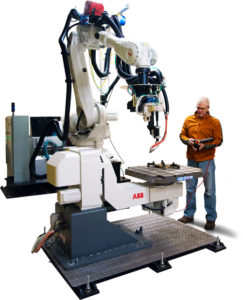
Directed Energy Deposition System
A new wire arc additive manufacturing system (WAAM) from ABB Inc. was also recently installed at the Applied Research Laboratory at Penn State. WAAM may not be well known within the additive manufacturing industry, but it holds one of the biggest potentials for large-scale 3D printing where components are measured not by centimeters but by meters. WAAM builds components by melting a wire forming weld beads onto a substrate using an electric arc heat source. A robotic arm controls the process and, much like most AM processes, the WAAM process builds components layer by layer until the component is completed. Unlike more traditional AM processes, such as powder bed fusion processes, there is no limit to the build envelope, allowing for the production of very large components.
This system will further complement the laser based large-scale robotic AM system already located within The Applied Research Laboratory at Penn State. Both systems have their own unique benefits for tackling large scale AM: a laser heat source allows for better melt pool control and opens the ability to use both wire and powder feedstocks while an electric arc heat source offers fast and consistent metal deposition.